Profilli kalay levhalar, endüstriyel ve sivil inşaatlarda yaygın olarak kullanılmaktadır. Ancak, elle yapılmazlar. Oluklu mukavva üretim hattı nasıl düzenlenir, bunlar nelerdir ve farklılıklar nelerdir - makalenin ilerleyen kısımlarında.
Ekipmanı doğrudan incelemeden önce, özelliklerinin nasıl belirlendiğini daha iyi anlamak için, ne tür bir oluklu mukavva olduğuna karar vermelisiniz. Sonuçta, üretimi için ekipman seçimini belirleyen nihai ürünün parametreleridir.
 En küçük oluk değerine (duvar modifikasyonları için 8 mm) sahip olan zemin kaplaması, yapıldığı sıradan, galvanizli çelik sacdan çok daha güçlüdür.
En küçük oluk değerine (duvar modifikasyonları için 8 mm) sahip olan zemin kaplaması, yapıldığı sıradan, galvanizli çelik sacdan çok daha güçlüdür.
Ek sertliğini sağlayan uzunlamasına kabartmadır.Bu nedenle, inşaatçılar onu çeşitli amaçlar için yaygın olarak kullanırlar: endüstriyel binaların çitleri ve duvarları, çatı kaplama malzemesi, zemin arası tavanlar ve hatta sabit bir kalıp olarak.
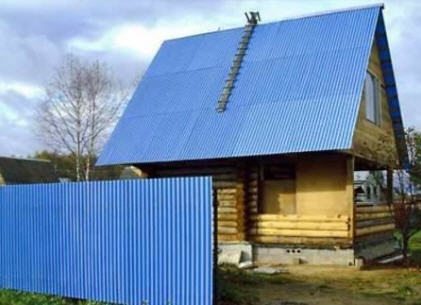
Oluklu mukavvadan yapılan duvarlar ve çatı kaplamaları binalara ağırlık yapmaz ve mükemmel sızdırmazlığa sahiptir (Dipnot 1).
Doğal olarak, farklı görevler, farklı özellikler ve dolayısıyla oluklu mukavva üretimi için hatlar gerektirir.
Tüketici nitelikleriyle ilgili tüm teknolojik bilgiler, daha önce kendinizi tanımanız için önemli olan oluklu mukavva işaretinde yer almaktadır. oluklu çatı nasıl seçilir.
Üretimi için bir devlet standardı vardır - markaya yansıyan tüm özelliklerin kayıtlı olduğu GOST 24045-94.
Örneğin, C44-1000-0.4 şu anlama gelir:
- C - malzemenin amacı
- 44 - oluk yüksekliği
- 1000 - kullanışlı veya sayfanın montaj genişliği
- 0,4 - kullanılan metalin kalınlığı
Oluklu mukavvaların sınıflandırılması (Dipnot 2):
- İLE - duvar kaplaması çit, duvar ve bölme yapımında kullanılır
- H - çatı kaplama için oluklu mukavva kullanılır
- HC - çatı kaplaması ve duvarlar için oluklu mukavva olarak kullanılır
Önemli bilgi! Tüm standart oluklu sacların üretimi için 1250 mm eninde sac kullanılmaktadır. Nihai ürünün farklı genişlikleri (kural olarak, 750 ila 1150 mm), malzemenin oluk yüksekliğine göre ayrılmasıyla belirlenir: profil ne kadar yüksekse, genişlik o kadar küçük olur. Ancak aynı zamanda güç de orantılı olarak artar.
GOST'a göre levhaların uzunluğu duvar için 2,4 ve karışık ve çatı kaplama malzemeleri için 3 m, tüm tipler için 12 m'ye kadar olabilir.
Bununla birlikte, malzemenin siparişe göre haddelenmesi nedeniyle üreticiler ürünlerini müşteriye uygun herhangi bir boyutta kesmeye hazırdır.
Çatı kaplama malzemeleri ayrıca, çoğu durumda, dış taraftaki ondülasyonun üst kısmında özel bir kılcal drenaj oluğuna sahiptir.
Oluklu mukavva üretimi için hammadde olarak sadece galvanizli haddelenmiş metal kullanılmaktadır. 0,35 ila 2 mm arasında bir kalınlığa sahip olabilir. Rulonun standart dış çapı 1,2 m iken içindeki sacın uzunluğu metalin kalınlığına bağlıdır.
Çelik, geleneksel bir çinko kaplamaya veya bir boya malzemesi veya bir polimerden ek bir koruma katmanına sahip olabilir.
Bu durumda kaplama tek veya çift taraflı olarak uygulanabilir, çift taraflı uygulama yapılması durumunda tek veya farklı malzemelerle yapılabilir.
Önemli bilgi! En güvenilir ve dayanıklı, sentetik polyester malzemelerle kaplanmış oluklu mukavvadır. Ancak aynı zamanda en pahalı ve korumaya yönelik mekanik hasara karşı en savunmasız olanıdır. Bununla birlikte, son dezavantaj, piyasada özel onarım bileşiklerinin bulunmasıyla hafifletilmektedir.
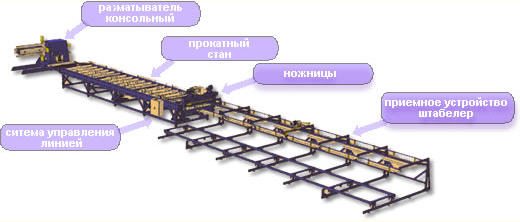
Oluklu mukavva üretimi için hattın tipik şeması, kural olarak, beş ana cihaz içerir:
- Rulo açıcı - miline bir rulo çelik sac konur ve işleme sahasına beslenmek üzere tutulur
- Şekillendirme makinesi, tedarik edilen malzeme bandının gerçek profilinin çıkarıldığı hattın ana elemanıdır.
- Kontrol ünitesi - burada çalışan cihazlar için parametreleri açabilir, kapatabilir ve programlayabilirsiniz
- Giyotin makaslar - onların yardımıyla bitmiş profil tabakalar halinde kesilir
- Kabul masası - kural olarak, şu anda üretilen sacın boyutlarına karşılık gelir (tablonun genişliği sabittir ve uzunluk ayarlanabilir). Burada bitmiş ürünler istiflenir ve daha sonra depoya gönderilmek üzere paketlenir.
Önemli bilgi! Üretim için çeşitli hatlar üreten bazı saygın ekipman üreticileri: oluklu mukavva, metal kiremit, diğer haddelenmiş ürün türleri, ürünlerini ek cihazlarla donatıyorlar. Örneğin, sarıcı ile şekillendirme makinesi arasına yerleştirilmiş bir besleme tablası veya rulonun hızlı bir şekilde değiştirilmesine katkıda bulunan kesme makasları olabilir. Doğal olarak, bu tür eklemeler teknolojik süreç ve dolayısıyla bitmiş sacın kalitesi üzerinde olumlu bir etkiye sahiptir.
Ancak herhangi bir hattın ana unsuru haddehanedir. Mekanik sıkıştırma nedeniyle levha üzerinde bir oluk oluşturan ve bandı kendi içinden yuvarlayan çerçeveye monte edilmiş simetrik şaft çiftlerinden (standlar) oluşur.
Sayıları ne kadar fazlaysa, profil o kadar derin elde edilir. Sonuçta, bant basitçe alınamaz ve değirmenin girişinde onu istenen dirseğe yerleştiremez (hammaddenin genişliği bitmiş ürününkinden daha büyüktür).
Bu durumda, metal en azından bükülmelerde plastisitesini kaybedecek ve büyük olasılıkla kırılacaktır. Ayrıca bu durumda formun içinden esnetmek çok zor olacaktır.

Geçiş sırasında, orijinal malzeme daha küçük bir bükülmeden daha büyük bir bükülmeye doğru deforme olur. Buna göre, şekillendirme silindirlerinin çapı çiftten çifte büyür ve aralarındaki mesafe, oluklu mukavvanın planlı bir boyut kazandığı son sehpaya kadar azalır.
Teknolojinin açıklanan özellikleri ile bağlantılı olarak, aynı değirmende farklı profillerde ürünler üretmek neredeyse imkansızdır.
Her tip, stantların yerleştirildiği yerde kendi yatak genişliğini ve ayrıca silindirlerin karşılık gelen çapını gerektirir. Ancak aynı ondülasyon yüksekliğine sahip ancak farklı sac genişliklerinde malzeme üretimine olanak sağlayan modeller de mevcuttur.
Teorik olarak, oluklu, haddelenmiş ürünlerin yüksekliğinde çok büyük farklılıklar olmayan başka bir ürün üretmek de mümkündür. Ancak bu durumda, sehpalar ve giyotin makaslar da dahil olmak üzere eksiksiz bir ekipman setine ihtiyacınız olacaktır.
Kurulum işinin maliyetleri dikkate alındığında, finansal açıdan böyle bir çözüm, yeni bir hattın kurulumundan çok farklı olmayacaktır. Herhangi bir üreticinin değiştirebileceği şey, metalin kalınlığı, kaplama tipi ve bitmiş oluklu mukavvanın uzunluğudur.
Çerçeveye, gücü işlenmiş metalin maksimum kalınlığını ve haddeleme hızını belirleyen bir tahrik olarak bir elektrik santrali kurulur.
Bununla birlikte, değirmen yalnızca ana işi kendisi yapmakla kalmaz, aynı zamanda ekipmanın geri kalanının bir kısmı için destekleyici bir yapıdır - en azından kontrol ünitesi ve aynı zamanda önemli bir rol oynayan giyotin.
Bir giyotin makası, profesyonel bir döşemenin herhangi bir üretim hattını içerir. Giden profilin geometrisini tekrarlarlar ve hidrolik, elektromekanik, daha az sıklıkla pnömatik bir tahrike sahiptirler.
Ürünlerin kalitesi büyük ölçüde bunlara bağlıdır, çünkü oluklu mukavvanın kenarında çapak olmaması ve kesim noktasında oluşan kıvrımın sacın uzunluğunu 0,5 mm'den fazla etkilememesi gerekir (GOST'a göre).
Makasın kesici kenarları bu göstergeleri etkileyen ana çalışma elemanı olduğundan, periyodik olarak bileme veya değiştirme gerektirir.

Tüm mekanizma setini kontrol etmek için bir kontrol ünitesi kullanılır. Üretim sürecinin başında kaynak malzemenin belirli bir kalınlığı, kaplama tipi için programlanır ve gerekli sac uzunluğu da burada ayarlanır.
Bu cihazlarda bir sorun olması durumunda hattı kapatacak elektronikler bulunur.
Böyle bir kontrolör ile donatılmış oluklu mukavva üretim hattı yarı otomatik olarak kabul edilir. Bunun nedeni, eski rulo bittiğinde yeni bir metal bandın doldurulmasının manuel olarak yapılmasıdır.
Geri kalan zamanlarda, personel (çoğu hatta bir işçi tarafından temsil edilir) arıza olmadığını gözlemlemeye devam eder - ekipman her şeyi kendisi yapacaktır.
Ve şimdi sadece kendinizi tanımanız gerekiyor sac çatı kurulum talimatlarıve eviniz dönüştürülecek!
Bilgi kaynakları
- makale:
- En büyük çatı kaplama malzemeleri üreticisi
Makale size yardımcı oldu mu?